"HiFi Pursuit Listening Room Dream No. 3"
I just heard a spectacular sound system that was set up as part of an exhibit, The Art of Noise, at the Cooper Hewitt Museum a Smithsonian museum that focuses on design (above). The exhibit "HiFi Pursuit Listening Room Dream No. 3" by Devon Turnbull is a state-of-the-art listening system set up in one room of the spectacular Andrew Carnegie mansion in which the museum is based. The sound is powerful, crisp, with an articulated bass that I have never heard before. It was awesome listening to it. The room was totally subjugated to the requirements of the sound. Baffles were hung from the ceiling; sound absorption cushions were hung covering the awesome carved paneling that I could have spent hours looking at. The seating was nondescript although comfortable enough. The front of the room had two giant woofers; I'm not sure how the rest of the stuff in the middle works. This is a system costing many of hundreds of thousands of dollars. And yet - in a typical failure of design that we see in so many audio systems - the beauty of the room was hidden and the records, the heart of the system, were on the floor leaning against a soundboard.
The first floor of the museum included furniture pieces as exemplars of great artifacts of design. But "The Art of Noise" drew the bulk of attendees because furniture is increasingly something most people don't care about. Furniture has become a disposable purchase. It's something most people don't pay attention to (with rare exceptions, perhaps including you). This is why Ikea is so successful. Their furniture is intensely practical at the cost of elegance and longevity.
What we do care about is gizmos. The television was a very important one, with whole rooms designed around a giant screen. But as The Art of Noise documents, beginning in the early in the 20th century, and reaching a height in the 1970's and '80's, sound systems became important elements of the home. People set up phonographs, radios, and speakers in their living rooms and dens.
The exhibit has some of the more interesting stereo systems of that era.
When you design something, it's usually pretty important to figure out before you start what features are important. In the system by Turnbull, it's pretty obvious that the system was designed purely for the best sound, nothing else. Sound quality in the systems shown below took a back seat to convenience, modern elegance, and looking high-tech and expensive. (At least this was my perspective. The museum described the exhibit as "designed to envelop the listener in sound that is as rich in texture as it is in emotion, [so] visitors will experience realistic, natural sound from Turnbull’s sculptures and a chance to slow down and engage deeply in listening.")
"Stereo Chest"
Most of the equipment shown below were by international manufacturers of audio equipment, but two boutique systems stand out. The walnut "Stereo Chest" (1973) by Wendell Castle fits right in with the rest of his work at the time, but it's not really about "sound" per se. When closed, the chest even conceals its purpose. To me it looks like a drinks cabinet that someone converted for audio.
"Concrete Stereo"
Next door to the Castle chest is "Concrete Stereo" (1983) by Ron Arad. The setup includes a turntable, amp, and speakers. Again the artwork seems less about sound than visual interest. While it's not to my taste I think it's pretty cool.
The other images of these sound systems are more futuristic than what most people had, but I find them compelling. In general these packages do not sound as good as audiophile systems of the time, where the emphasis was on sound, rather than looks or convenience.
"SoundSticks"
The SoundSticks from 2000 are a fun stopgap between then and now. Designed by the Apple Industrial Design Group for Harmon Kardon, it was one of the cooler attempts at smaller "bookshelf" systems for people without the floor space for a full-sized system.
TPS-L2-Walkman
The death knell for common sound systems first rang in 1979. Inventors had tried to make music portable since the 1930's, but the introduction of TPS-L2-Walkman and headphones made portability a reality. Sound became personal, and that changed everything. Music didn't need to tie you down to a specific room or location: you could bring it with you. And because the format was a cassette, you could mix and match your own music. What you listened to became yours and yours alone. This phenomenon was the tip of the iceberg. Later came the Ipod and of course phones. While I still prefer listening over speakers, and the Turnbull installation shows how involving that can be, most people listen to music as a portable, personal experience.
The exhibit included a vast range of portable music devices in addition to the Walkman. The exhibit also had a room with some wonderful concert posters reminding us that live music is still awesome. This collection included some very memorable posters - I know I won't soon forget the poster for a James Brown at the Apollo that featured the astonishing assertion that the show was suitable for all families.
I mostly rate art by whether or not I want it - how willing I am to wallow in covetous feelings. I own a decent stereo system, and I have a lot of records I don't play anymore now that I stream. I didn't really covet anything in the show except I wish I'd gone to those concerts listed on the posters. Even the awesome system on the first floor: I can't imagine turning a room into something like that. The equipment's just too big. But everything was fun to listen too, and see.
The show was supposed to close over the weekend, but has been extended through August 16, 2026
Designed by Dieter Rams, 1962-1965, and manufactured by Braun AG Center: RR-126 Radio - Phonograph 1965, by Achille Castiglioni and Pier Giacomo Castiglioni. Manufactured by Brionvega S.p.A. Right: Vision 2000 Cassette Player and Radio - 1971 - Thilo Oerke Manufactured by Rosita Tonmobel - Audiorama 4000 Speakers 1972 designed and manufactured by Grundi SC7300 Stereo System 1973 designed and manufactured General Electric Company
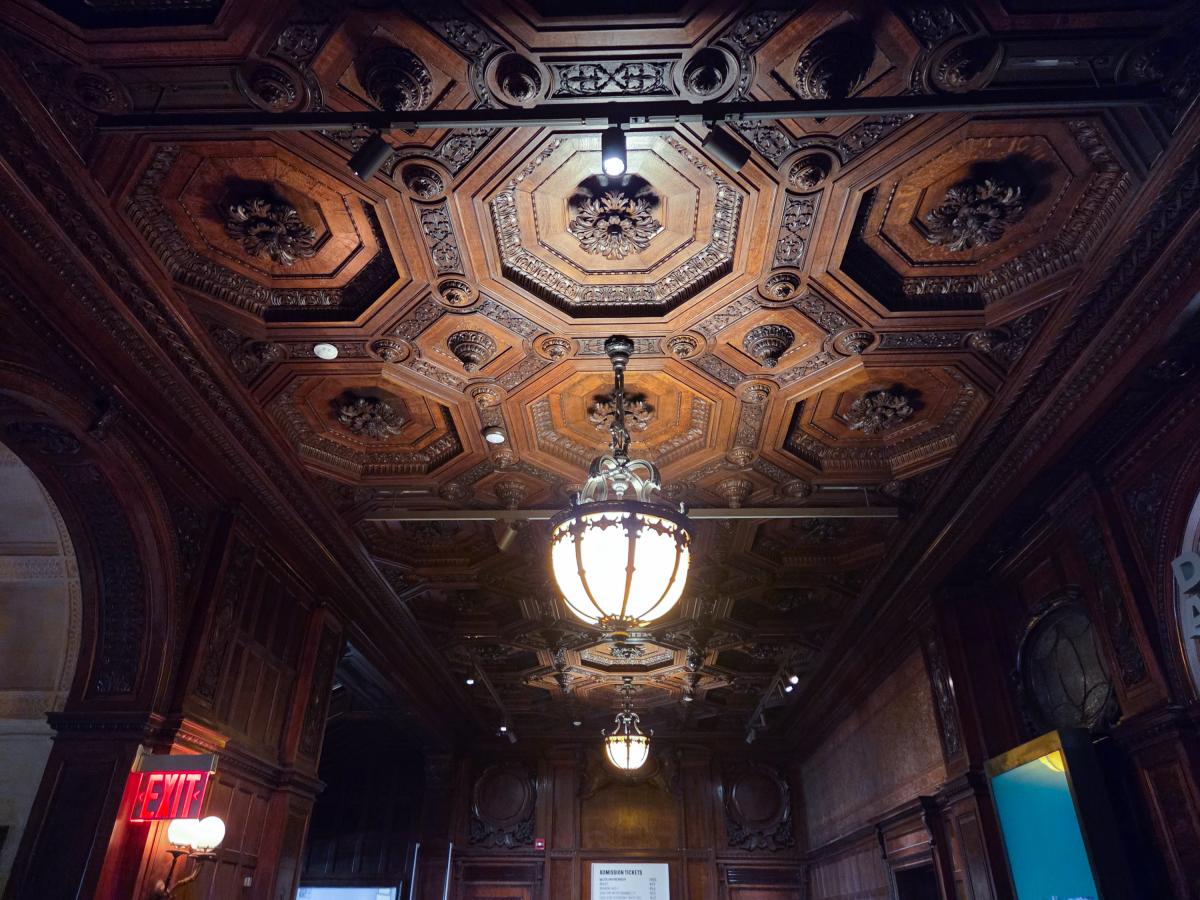
The wonderful main hallway of the Cooper Hewitt Museum, formerly the Andrew Carnegie Mansion
Join the conversation
07/22/2026 Derek Cohen
Joel, in 2019 I visited the Pinakothek Der Moderne. There were many highlights, but the designs of Dieter Rams was special for me as he has been one of my heros. His work with radios, clock and hifi is just outstanding. I hope these links work: https://i.postimg.cc/TT34wJht/7a.jpg https://i.postimg.cc/ZT9sPY83/8a.jpg https://i.postimg.cc/D2tjxV6N/9a.jpg Just a sample. I went there for the chairs of Hans Wegner, Marcel Breuer, amongst others, as well as so much Bau Haus. Best regards from Perth, Derek
07/22/2026 OaklandPaul
Saw it a couple years ago at SFMOMA. Went a couple times, staying and listening for hours. It was a sublime experience.











 Joel's Blog
Joel's Blog Built-It Blog
Built-It Blog Video Roundup
Video Roundup Classes & Events
Classes & Events Work Magazine
Work Magazine