| | 04/05/2011 | 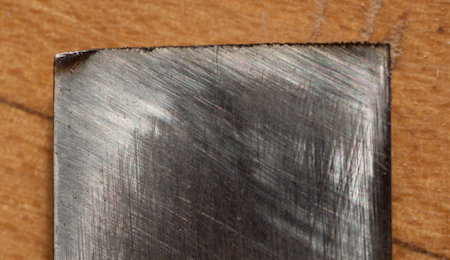 If there ever is an operation that novice woodworkers seem scared of it is grinding their tools. That's why wet grinders, slow speed grinders, and people who just use coarse honing stones abound. If there ever is an operation that novice woodworkers seem scared of it is grinding their tools. That's why wet grinders, slow speed grinders, and people who just use coarse honing stones abound.
The advantage of a slow speed grinder is that the steel heats up slower and there is less chance of losing the temper or "burning" a tool. The down side of a slow speed grinder is that grinding takes longer and in the case of harder modern alloys like D2 and HSS, the latter being used for lathe tools, grinding really takes longer and is harder to do.
I use a 6" 60 grit 3X wheel on a high speed (3600 rpm) grinder. Many, if not most, published instruction suggests that to avoid burning the steel you should stop just before you get to a true edge and get a burr or "wire" or "wire edge". I grind to a wire edge.
In general as long as your wheel is properly dressed there really isn't much danger of burning anything but as you get close to a wire edge you have to use a light touch and quench frequently or you will burn the tip of the tool. In general, since I have a lot of practice, it's rare for me to burn anything, but it happens. the last bit of grinding before a wire edge seems to take forever and if I lose patience it's pretty easy to have a little burn.
And then what? Does it really mean that the few times I burn something I ruin my tool? Is it worth the extra time to always grind using a slower method?
If you have a bad burn you can always grind the tool back, but most of the time the burns I get are something like the 7/8" chisel above. A tiny burn at one corner. Don't think this happens to me more then once in an infrequent while. It actually took a fair amount of intentional carelessness to create the burn for this blog. I purposely didn't dress my 3X wheels and ground without quenching until it happened.
All along the top of the chisel is a straw colored line. This is normal and it is the overheated wire edge that is produced when you grind all the way to a wire edge. It's just like the burr formed when honing except it's bigger. The second I start honing the wire will fall away. The actual steel under the chisel that is part of the good ground edge is fine and hard. On the left I put extra pressure and got a small burn. Originally it was square with the chisel but I used hardness files to get a sense of what damage I actually did. At the bevel line the corner was soft under 50 Rc (compared with around 62Rc for an undamaged edge). But a few strokes more with the files and the hardness quickly jumps up to around 55Rc. A little soft but certainly useable.
What is the correct procedure if you burn a chisel? If the burn is minor as above just ignore the burn. Sharpen the chisel as per normal and while the burnt area might be a little soft and might not hold an edge very well it will get sharp and after one or two sharpenings the soft area will disappear.
For a gross burn, which you should never get because even on a high speed grinder a large burn means you were not paying attention to wheel dressing or what's happening as you grind, you might have to grind the damage away.
By the way, I use a 60 grit wheel because I am used to it. a coarser 46 grit wheel will run even cooler.
For more information on grinding see my article in Fine Woodworking from June 2008. | Join the conversation | |
| The opinions expressed in this blog are those of the blog's author and guests and in no way reflect the views of Tools for Working Wood. |
|



 Joel's Blog
Joel's Blog Built-It Blog
Built-It Blog Video Roundup
Video Roundup Classes & Events
Classes & Events Work Magazine
Work Magazine
Here's what makes the difference: The right abrasive and a soft bond. The harder the steel, the softer the bond you want in your grinding wheel. The bond is named by a letter, and the further on in the alphabet it is the harder the wheel is. Most home-shop grinding wheels are an M or N bond, very hard. What you want is an H, I, or J bond, 46 or at finest 60 grit, and you want a vitrified bond (VB or VBE).
Next thing, you want a "white" aluminum oxide wheel, not a dark carborundum wheel. The white may actually be pink or even brown, but it needs to be aluminum oxide.
Norton's best cool running fast cutting wheels for hard steel are the 32A and 38A Alox (that's the type of abrasive, not the grit. Grinding wheel catalogs explain the code. My favorite all-time Norton wheel was the 38A46 H8VBE.
You can't lean into the work with a soft-bonded wheel or the wheel will wear away too quickly. Just let the wheel do the work and quench frequently.
One more tip: Always grind the profile or shape of the cutting edge with the cutter held at 90* to the wheel, straight on. Then grind the bevel.
Norton's best cool running fast cutting wheels for hard steel are the 32A and 38A Alox (that's the type of abrasive, not the grit."
Not anymore. Our 3X grinding wheels by Norton are a consumer version of Norton's Seeded Gel abrasives (SG) They run considerably cooler than any white Alox wheel. It's night and day. And you are correct about the right binder and hardness. The I grade 3X wheels (the usual kind) are soft, and the combination of softness and the SG abrasive make for an amazingly cool grind. I can't imagine why anyone would use anything else these days.
At this point my only real issue with the grinder is how messy it is, lots of grit particles all over my sharpening bench after running it, especially from dressing the wheels. How do you keep the mess under control? If I'm doing a big batch of grinding (fixing up new to me old tools) in good weather I'll drag it outside but that's not always practical.
Cheers,
Josh